How industrial rollers are repaired and recovered: a step-by-step look behind the scenes




Whether they guide, press, transport, laminate, print, or calender, rollers directly affect product quality and machine uptime. But because they operate under constant mechanical load, high temperatures, chemicals, and abrasion, wear is inevitable.
The good news? In most cases a worn roller doesn’t need to be replaced. A professional repair and recovering process restores performance to “as-new” condition, often with improvements tailored to today’s operating needs. Recovering (also called re-covering or re-coating) is therefore not only cost-effective, but also faster, more sustainable, and safer for your production continuity.
Depending on your application, recovering can mean a new rubber or polyurethane cover, or a high-performance thermal spray coating for extreme wear, corrosion, heat, or release requirements. Here’s how the process typically works. Let's look behind the curtain.
Phase 1: preparation and stripping (the breakdown)
Before a new coating can be applied, the roller core (the metal soul of the roller) must be completely stripped of the old, worn material.
1. Assessment and registration
Every incoming roller is first thoroughly inspected. We assess the condition of the metal core, identify any damage (such as dents or corrosion), and record the original specifications (hardness, thickness, finish).
2. Removing the old coating (stripping)
This is a critical step: the old rubber, polyurethane, or other polymer must be completely and safely removed from the metal core.
- Mechanical stripping: the majority of the old material is removed mechanically using specialized cutting or turning lathes. The roller is mounted in a machine, and the material is systematically turned down to the metal core.
- Chemical cleaning or heating: for stubborn residues or to break the bond between the metal and the polymer, the roller may be heated under controlled conditions or chemically cleaned. This ensures that no residues remain that could impede the adhesion of the new coating.
3. Core restoration
After the core is completely stripped, it is repaired. This includes welding any damage, straightening the shaft, and removing rust or corrosion by sandblasting or grit blasting. This creates a perfectly clean and rough surface for maximum adhesion of the new coating.
Phase 2: applying the new coating (build-up)
Once the metal core is prepared, the process of 'recovering' begins, applying the new layer.
1. Polymer and liquid coatings (rubber / polyurethane)
For soft or resilient coatings, the process is as follows:
- Primer and bonding: specialized binding agents (primers) are applied to the prepared metal to ensure an inseparable bond between the core and the new polymer layer.
- Coating application: the chosen polymer (e.g., rubber sheets or liquid polyurethane) is applied to the surface.
- Curing and vulcanization: the layer is cured. For rubber, this involves vulcanization in an autoclave under high pressure and controlled temperature to chemically cross-link the polymer chains, achieving its final elasticity and hardness.
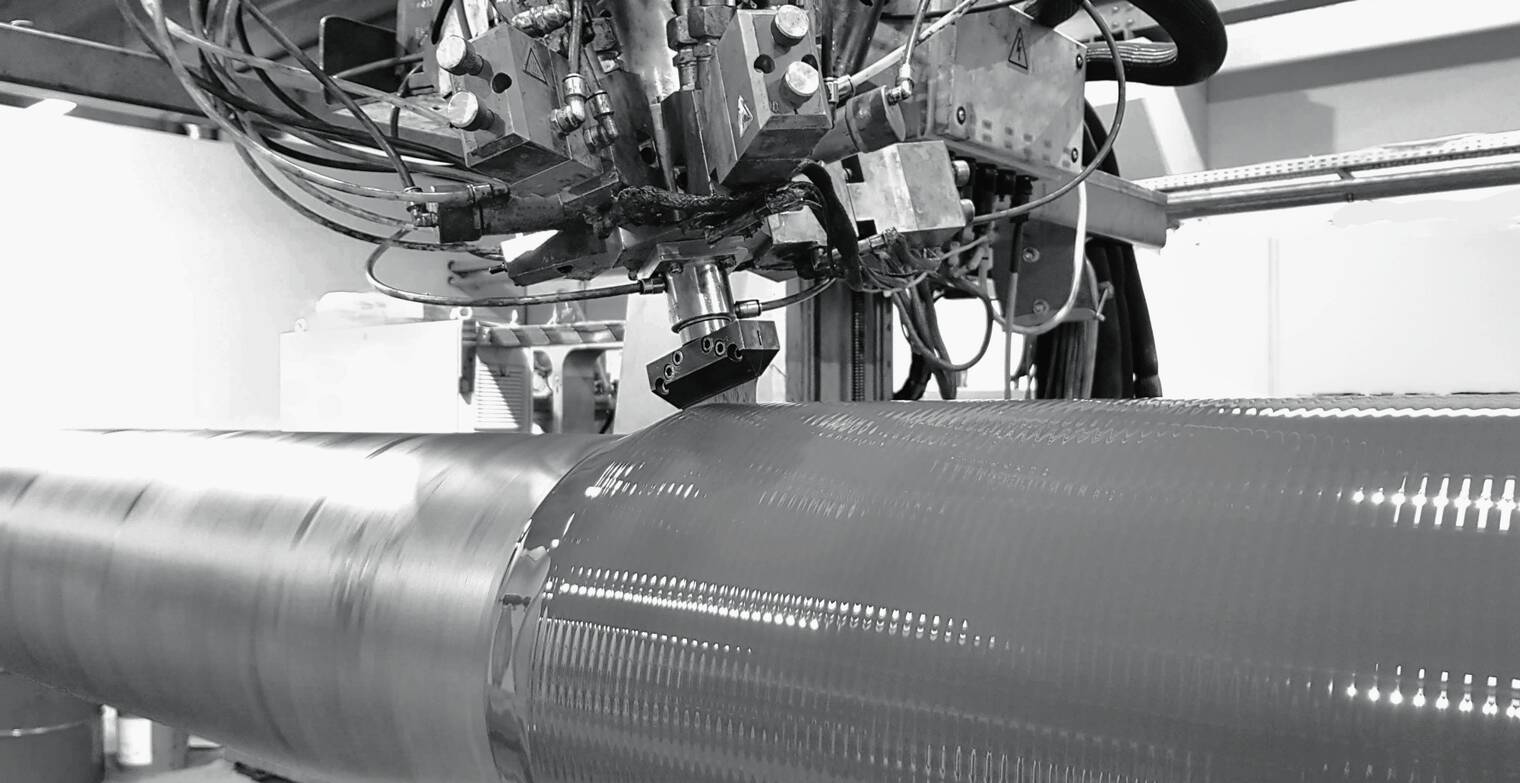
2. Thermal spray recoating (hard coatings)
Thermal spraying is used to apply metal, alloy, or ceramic coatings. This method is often chosen for rollers requiring extreme wear resistance, specific friction properties, or dimensional restoration of a damaged core.
- Process: the coating material (powder or wire) is melted in a high-temperature stream (such as Plasma Spray or High-Velocity Oxy-Fuel – HVOF) and propelled onto the roller core at high speed.
- Adhesion: the molten particles flatten and solidify instantly upon impact, creating a dense, highly durable mechanical bond with the roughened metal core.
- Applications: this technique is ideal for restoring precise dimensions on heavily worn journals, or applying hard ceramic surfaces for specialized manufacturing environments.
Phase 3: finishing and quality assurance
The final step transforms the rough, newly coated cylinder into a precision instrument ready for deployment.
1. Precision finishing
The roller is mounted on a grinding or turning machine to finish the coating to the required diameter and tolerances. The finish can range from a very smooth and polished surface to a specific texture or grooving, depending on the application.
2. Quality Control (QC)
Every roller is subjected to strict controls:
- Hardness measurement: the hardness (Shore A or D) is checked.
- Thickness and dimensions: tolerances and dimensions (diameter, length) are measured digitally.
3. Testing and packaging
Depending on the criticality of the application, additional tests (such as chemical resistance or dynamic testing) may be performed. Upon approval, the roller is carefully packaged to protect the precision finish during transport and is ready for delivery and installation.
The green choice: sustainability in roller recovering
Choosing to recover a roller instead of replacing it with a newly manufactured unit provides immediate and measurable environmental benefits, aligning your operational strategy with modern sustainability goals.
- Preserving the core asset: the most significant saving comes from retaining the roller's metal core. Manufacturing a new steel or aluminum roller involves highly energy-intensive processes like mining, smelting, and casting. By reusing the core, we avoid the immense carbon footprint associated with primary metal production.
- Massive waste reduction: recovering significantly reduces industrial waste. Instead of sending the entire worn unit to the landfill (including the metal core), only a small amount of stripped polymer or rubber is discarded.
- Resource efficiency: the energy and material inputs required for cleaning, coating, and finishing an existing core are substantially lower than those required to build a roller from scratch. This commitment to the circular economy allows manufacturers to reduce their reliance on virgin materials while maintaining peak performance.
Conclusion
The repair of industrial rollers is a specialized science. Whether through the controlled chemistry of vulcanization or the high-energy physics of thermal spraying, the focus on the strict preparation of the metal core and the precise finishing ensures the roller is returned with better and more consistent specifications than its original state, all while delivering substantial environmental benefits.